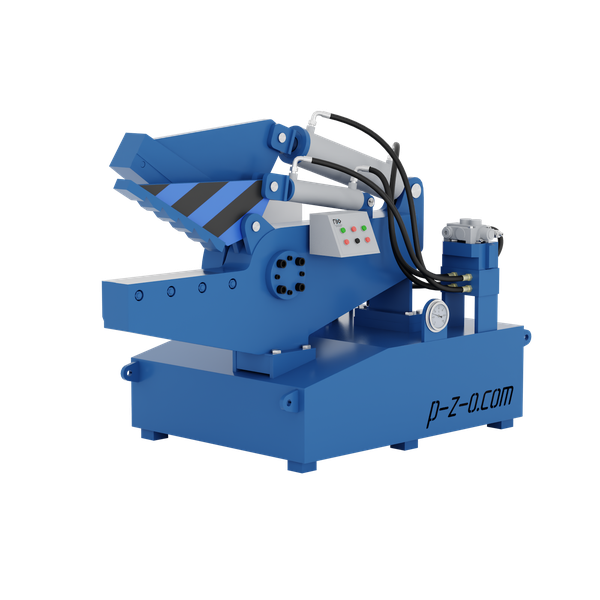
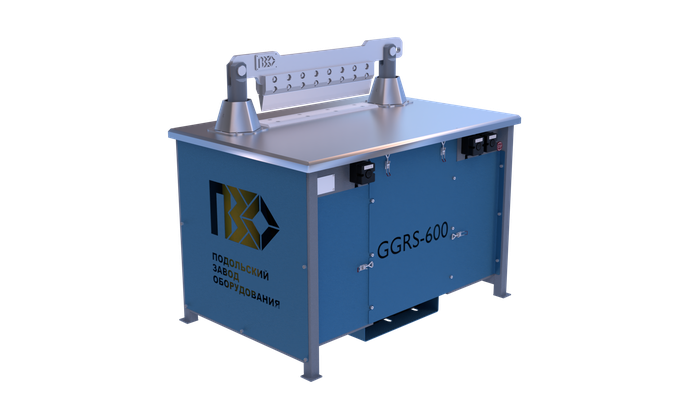
На площадках по приёмке металлолома и переработке вторичного сырья ежедневно приходится разрезать сотни килограммов труб, арматуры и профильного проката. Газовая резка обходится дорого, а ручной инструмент не справляется с большими объёмами. Именно аллигаторные ножницы — это оборудование, которое закрывает потребность в быстрой и экономичной холодной резке длинномерного металлолома. Своё название агрегат получил благодаря характерной форме рабочей зоны: открытый зев с подвижным верхним суппортом напоминает пасть крокодила. Только поэтому оборудование и стали называть аллигаторным. В этой статье разберём конструкцию, разновидности, сферу применения и критерии подбора данного оборудования.

Конструкция и принцип работы
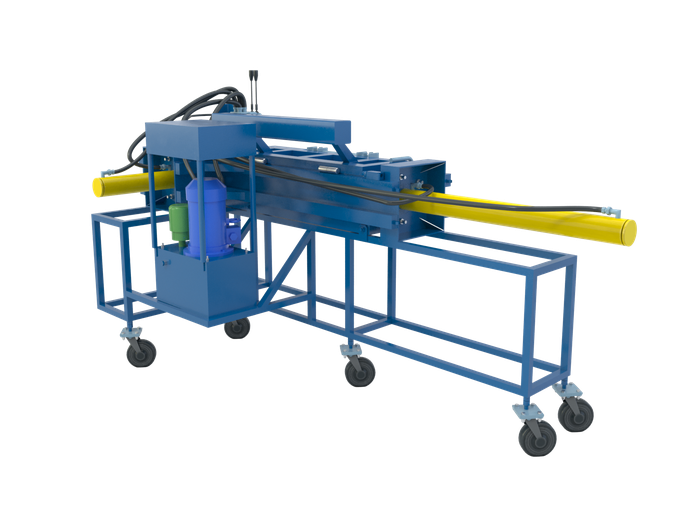
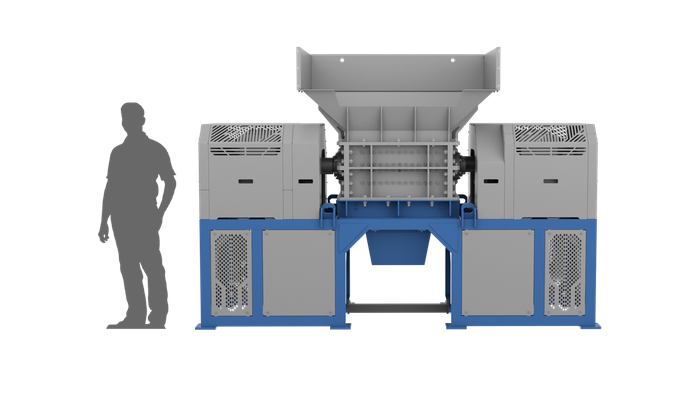
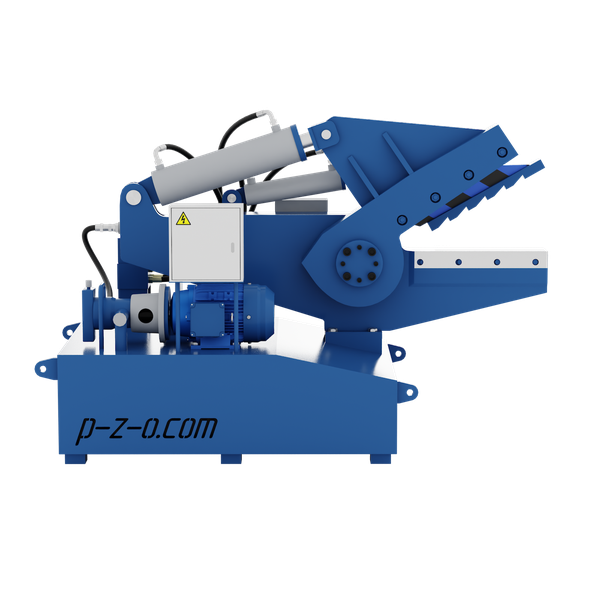
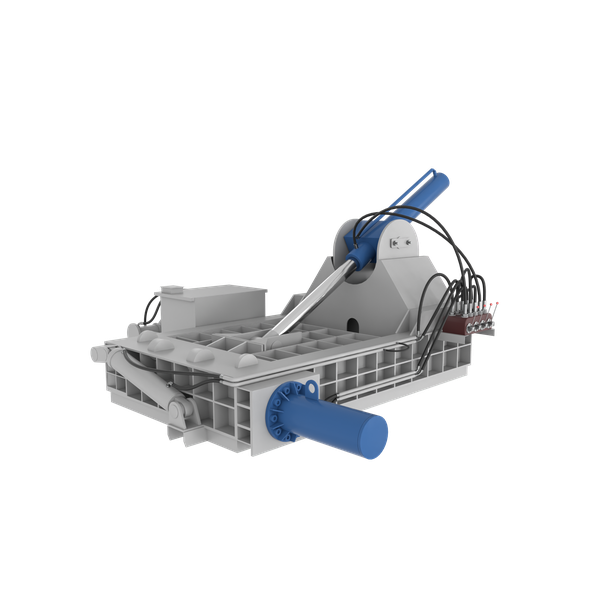
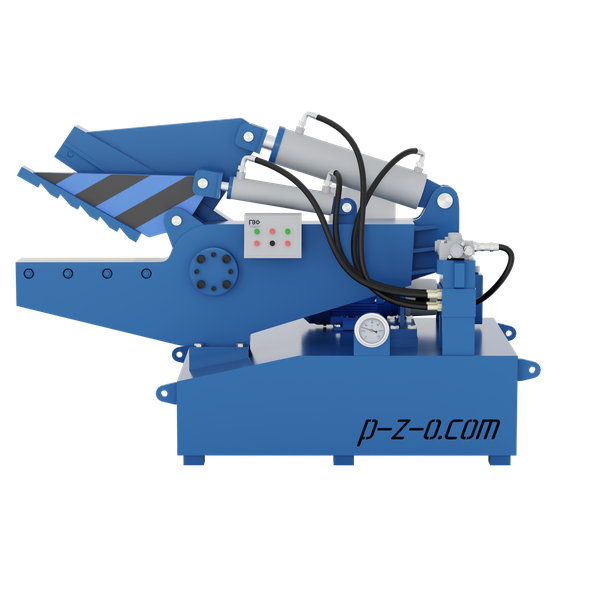
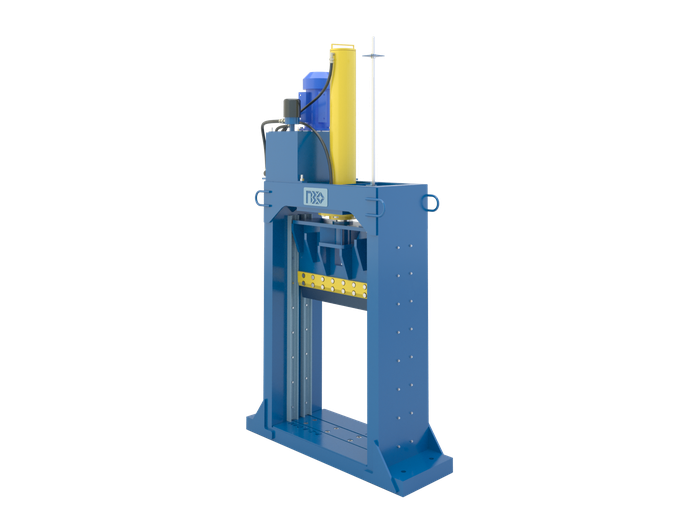
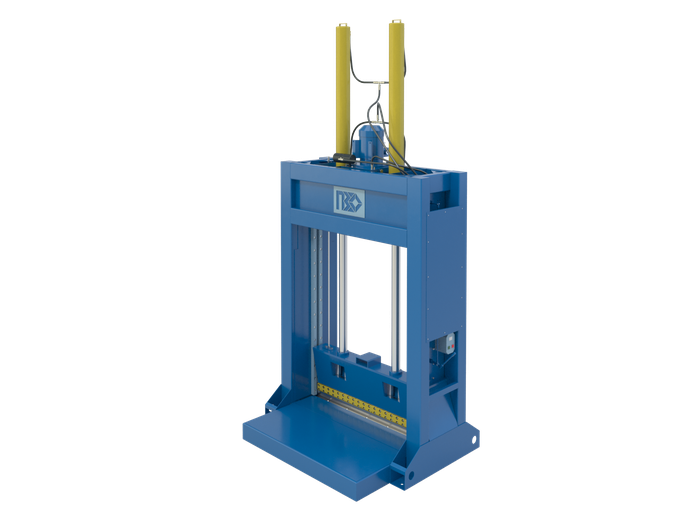
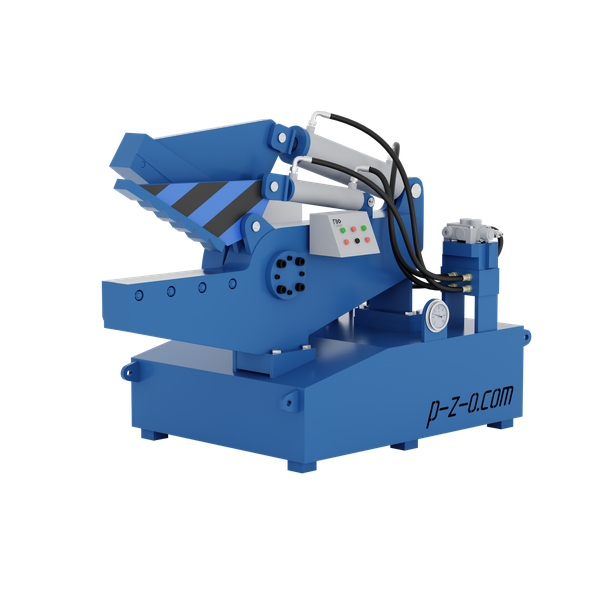
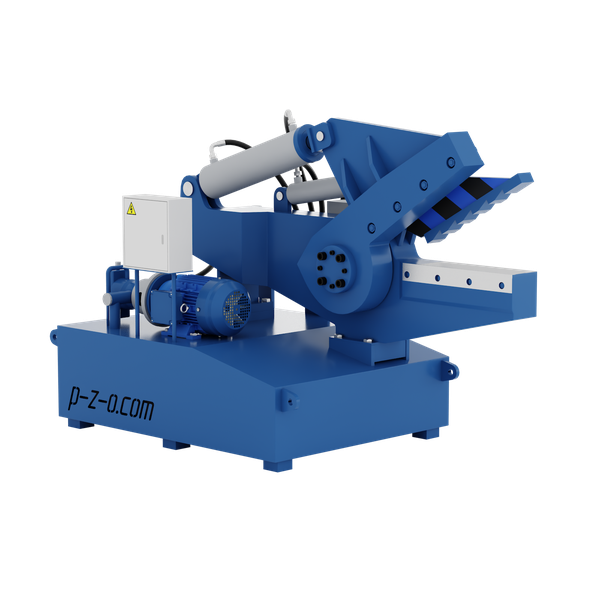
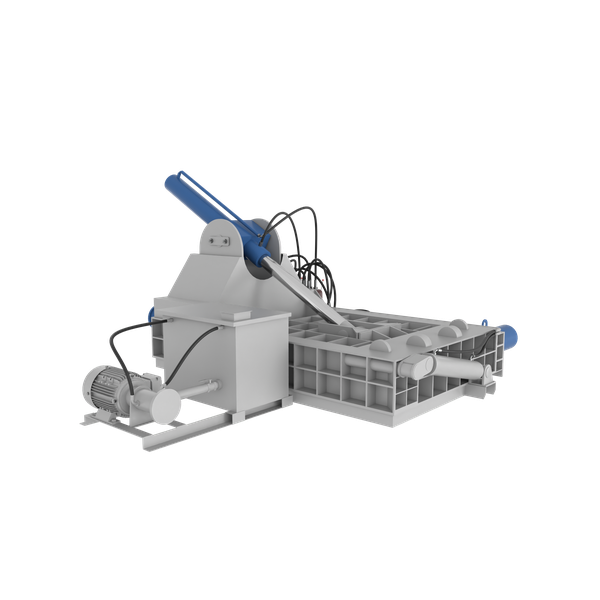
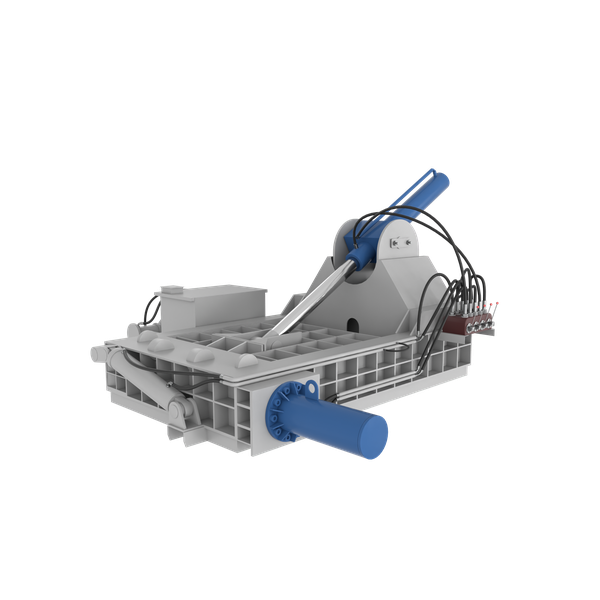
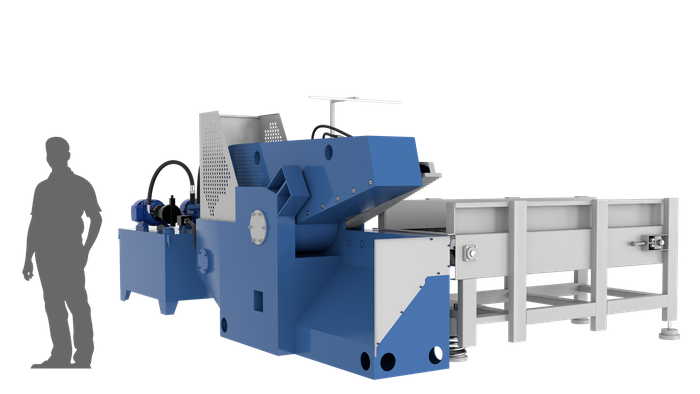
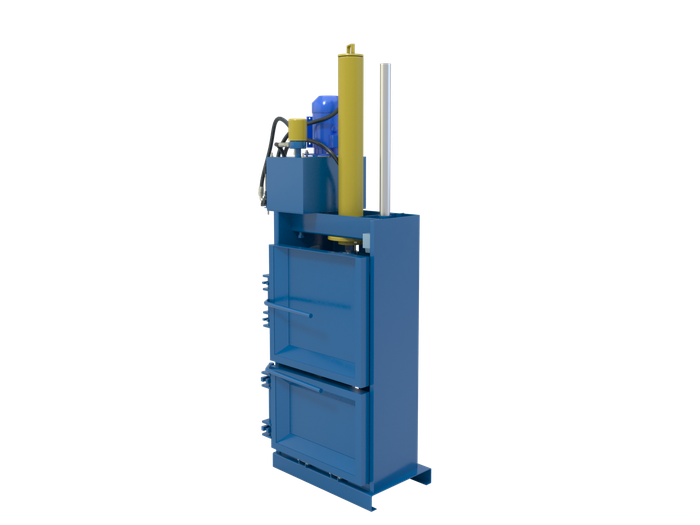
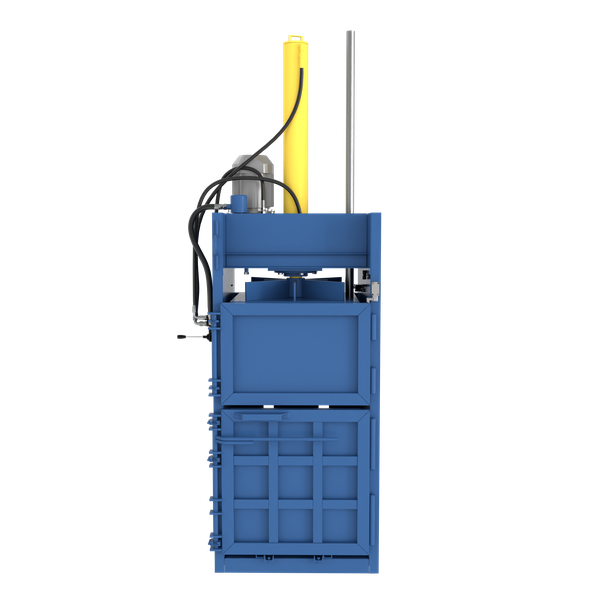
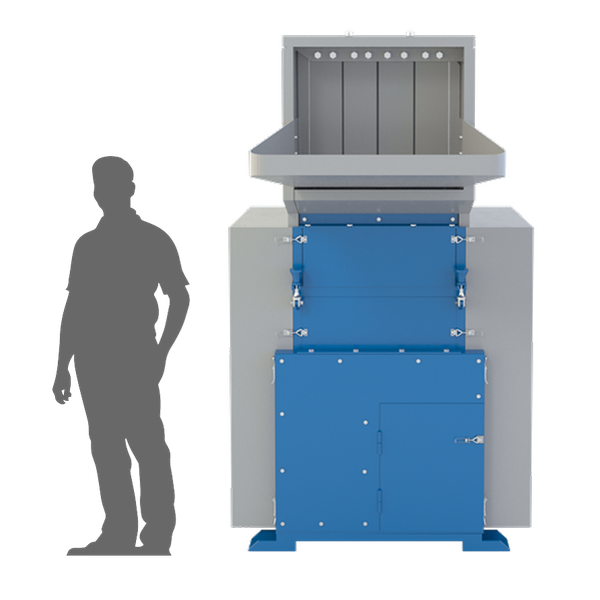
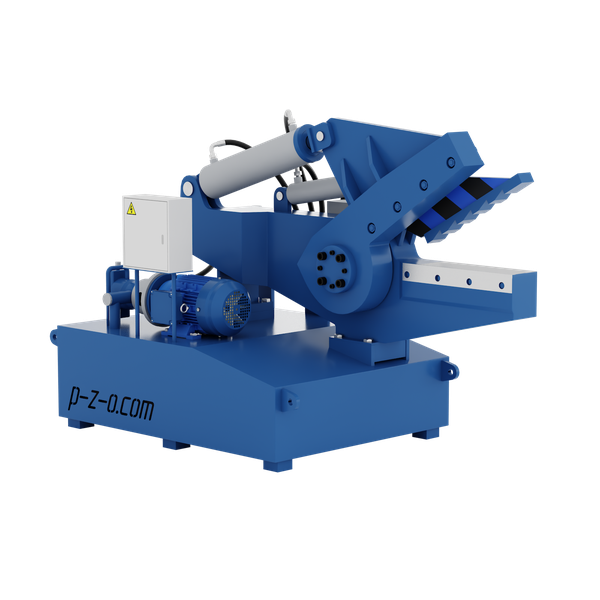
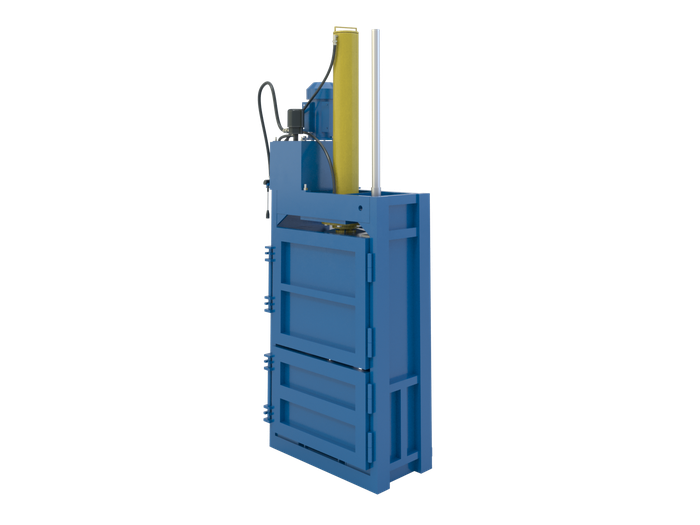
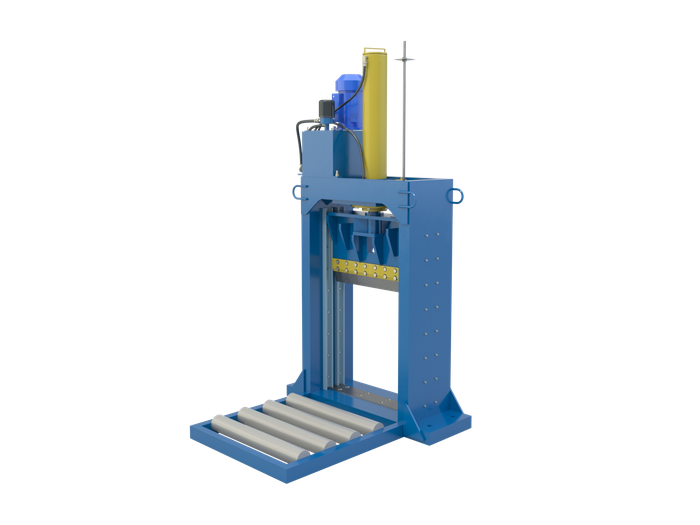
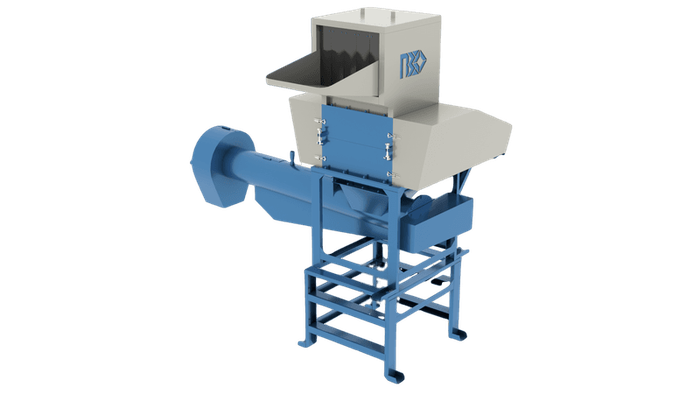
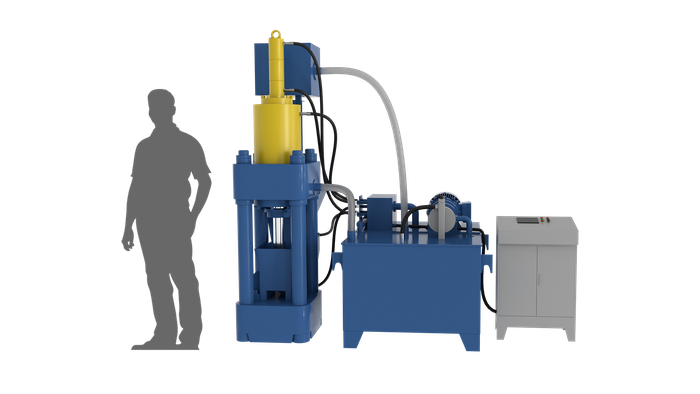
Аллигаторные ножницы представляют собой рычажный механизм с двумя суппортами — неподвижным нижним и подвижным верхним, — соединёнными шарнирной осью. Принцип действия прост: материал укладывается в открытый зев, после чего гидравлический (или механический) привод опускает верхнюю «челюсть», и нож отсекает заготовку. Прижим фиксирует лом перед резом, исключая его смещение. За один ход оператор получает ровный срез без термического воздействия на кромку.
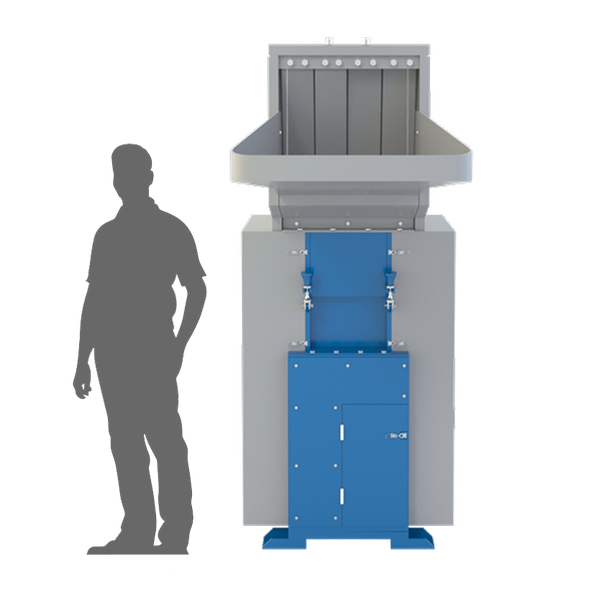
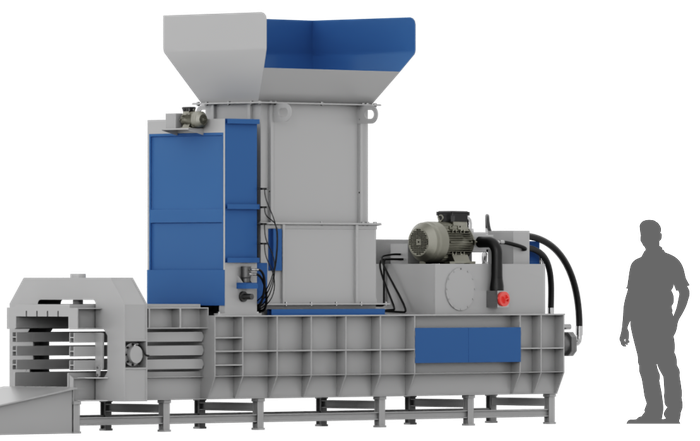
Цикл резки занимает несколько секунд. Производительные модели серии PZO AN-8100 способны выполнять до 12 резов в минуту, что существенно превосходит газовую резку по скорости и стоимости расходных материалов. Для бесперебойной работы само оборудование не требует специального фундамента или площадки: компактные версии устанавливаются прямо на ровную поверхность и при необходимости перемещаются.
Ключевые части аллигаторных ножниц

Несмотря на внешнюю простоту, агрегат состоит из нескольких важных узлов, каждый из которых влияет на безопасность и ресурс машины. Ниже перечислены основные элементы конструкции с кратким пояснением функций:
- Станина. Массивное основание из конструкционной стали, на которое крепятся все остальные узлы. Поглощает вибрацию и обеспечивает устойчивость во время реза.
- Верхний подвижный суппорт. Шарнирно закреплённая «челюсть» с ножом, которая совершает возвратно-поступательное движение от привода.
- Нижний неподвижный суппорт. Опорная часть с контрножом. Заготовка ложится на него перед резом.
- Гидроцилиндр (или кривошипный механизм). Исполнительный орган, передающий усилие от насоса или электродвигателя на подвижную часть.
- Прижимное устройство. Фиксирует металл, не давая ему сместиться в момент реза. На гидравлических моделях прижим работает автоматически.
- Ножи с четырьмя режущими кромками. Изготавливаются из износостойких инструментальных сталей. После затупления одной кромки нож переворачивают — это вчетверо увеличивает ресурс.
Перечисленные элементы одинаковы по сути для различных серий — от лёгких PZO AN-6100 до тяжёлых PZO AN-12350. Отличается лишь мощность привода, длина ножа и габариты станины.
Типы аллигаторных ножниц
Классификация строится прежде всего по типу привода. Каждый вариант имеет свои сильные стороны и ограничения, и подбирается под конкретные задачи предприятия.
Гидравлические аллигаторные ножницы

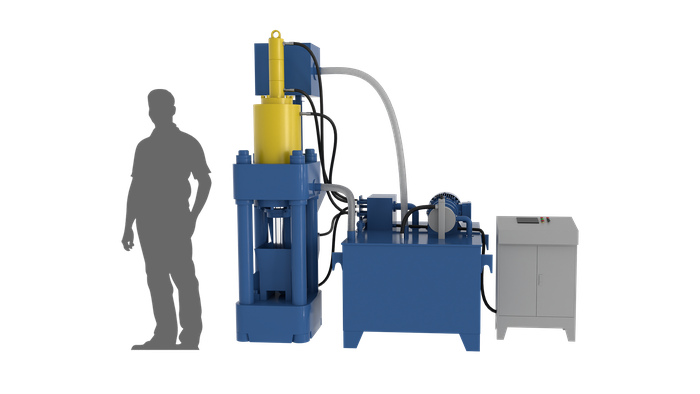
Гидравлический привод — доминирующее решение на современном рынке. Насосная станция создаёт давление в цилиндре, который плавно и с большим усилием опускает верхний суппорт. Такие агрегаты работают в двух режимах: ручном — когда оператор управляет каждым ходом педалью, и автоматическом — когда циклы повторяются непрерывно.
Усилие реза серийных гидравлических моделей достигает 5000–6000 кН. Этого хватает, чтобы перерезать стальной квадрат сечением 110х110 мм за один ход.
Гидравлика позволяет точно регулировать скорость и усилие, поэтому качество реза стабильнее, чем у механических аналогов. Кроме того, гидросистема легко защищается от перегрузки — при превышении давления срабатывает предохранительный клапан. Обслуживание сводится к замене масла, фильтров и периодическому контролю уплотнений.
Механические аллигаторные ножницы
В механических версиях движение передаётся через кривошипно-шатунный механизм от электродвигателя. Маховик накапливает кинетическую энергию и отдаёт её в момент реза. Муфта включения запускает рабочий ход, а тормоз останавливает суппорт в верхней точке.
Этот тип оборудования встречается на старых предприятиях, где станки эксплуатируются десятилетиями. Они проще по конструкции и дешевле в ремонте, однако уступают гидравлике по усилию, плавности хода и безопасности. Разница заметна и в уровне шума: механические агрегаты громче из-за ударного характера нагрузки.
В чём отличие от рычажных ножниц и что они собой представляют
Рычажные станки — компактный инструмент для резки листового и сортового проката толщиной до 8–10 мм. Их ещё называют ручными пресс-ножницами, поскольку способ действия схож. Рабочий элемент приводится в движение мускульной силой оператора или небольшим электроприводом. Нож движется по вращательной траектории, а не поступательной, как у гильотин.
Главное отличие аллигаторного оборудования от рычажного — масштаб задач. Аллигаторные агрегаты должны справляться с трубами, швеллерами и арматурой крупного сечения, тогда как рычажные рассчитаны на тонкий листовой и мелкий сортовой металл. Усилие реза различается на порядок: десятки килоньютонов против тысяч. Кроме того, аллигаторные модели оснащены прижимом и защитными кожухами, что делает их безопаснее.
Кратко основные различия между двумя разновидностями режущего оборудования можно свести к нескольким пунктам:
- Усилие реза: десятки кН у рычажных против тысяч кН у аллигаторных;
- Сечение заготовки: до 10 мм листа против квадрата 110х110 мм;
- Привод: ручной или маломощный электрический против гидравлического;
- Сфера применения: мастерские и мелкие цеха против площадок по переработке лома.
Таким образом, рычажной инструмент и аллигаторный агрегат занимают совершенно различные ниши и не являются прямыми конкурентами.
В чём отличие от пресс-ножниц и что они собой представляют
Пресс-ножницы — обширная категория режущего оборудования, где разделение металла происходит за счёт энергии давления пресса. К ним относятся комбинированные станки, гильотинные и контейнерные системы. Комбинированные установки не только режут, но и пробивают отверстия, что роднит их скорее с многопрофильными штамповочными станками.
Отличие аллигаторного оборудования от комбинированных станков заключается в специализации. Аллигаторные агрегаты заточены под одну задачу — резку длинномерного металлолома и проката. Комбинированные же отличаются многофункциональностью: позволяют выполнять до пяти операций на одной установке, однако занимают больше места и стоят дороже.
Преимущества аллигаторных ножниц

Востребованность этого класса оборудования по переработке металлолома объясняется набором практических достоинств, которые сложно получить от альтернативных способов резки. Перечислим основные из них:
- Экономичность — затраты на электроэнергию и обслуживание в разы ниже, чем при газовой резке. Не нужны баллоны, шланги и постоянный контроль пламени.
- Скорость — до 12 резов в минуту позволяют обработать несколько тонн лома за смену силами одного оператора.
- Простота эксплуатации — обучение персонала занимает часы, а не недели. Управление сводится к педали и нескольким кнопкам на пульте.
- Мобильность — компактные модели не требуют фундамента и при необходимости перевозятся на тележке или автоприцепе.
- Безопасность — прижим и защитные кожухи сводят к минимуму риск травм. Гидросистема допускает остановку в любом положении суппорта.
Перечисленные качества делают аллигаторные ножницы практически стандартным оснащением любой площадки, специализирующейся на приёме и подготовке лома к отгрузке на металлургические заводы.
Почему гидравлика превосходит механические аналоги
Почему большинство производителей перешли на гидравлический привод? Ответ кроется в совокупности технических и эксплуатационных факторов. Гидроцилиндр создаёт равномерное усилие на всём ходе суппорта, тогда как кривошипный механизм даёт пиковую нагрузку лишь в одной точке. В результате гидравлические установки режут толстый прокат увереннее, с меньшей вибрацией и с более чистым срезом.
Дополнительные аргументы в пользу гидравлики: плавная регулировка скорости, возможность реверса, защита от перегрузки и меньший уровень шума. Механические аналоги сохраняют лишь одно преимущество — более низкую стоимость запасных частей для старых отечественных моделей, что актуально при ограниченном бюджете.
Где применяются аллигаторные ножницы?

Спектр задач, для которых используется этот вид техники, выходит далеко за рамки пунктов приёма лома. Ниже — характерные области, где подобное оборудование необходимо:
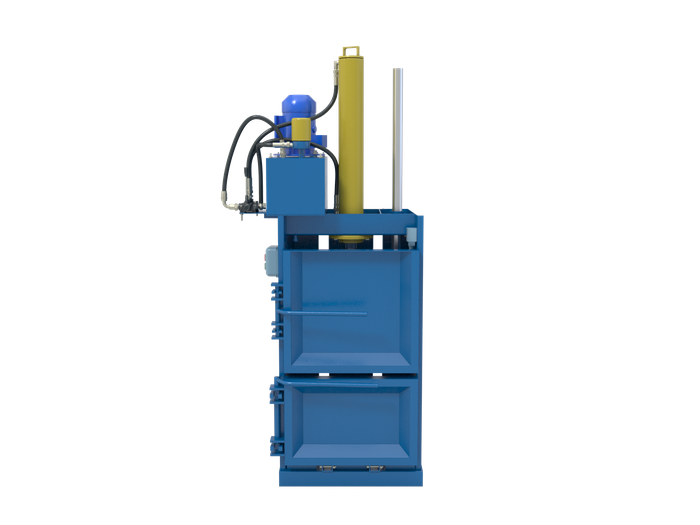
- Ломозаготовительные площадки. Основная сфера: резка труб, арматуры, рельсов, профильного проката на габариты, пригодные для загрузки в пакетировочный пресс или плавильную печь.
- Литейные и прокатные цеха. Холодная обрезка литников и дефектных участков заготовок.
- Предприятия по разборке транспорта. Демонтаж и измельчение кузовных элементов, рам, осей.
- Строительные организации. Резка бывших в употреблении металлоконструкций на площадке перед отправкой на вторичную переработку.
Такая широкая география применения объясняется простотой оборудования и его способностью работать с чёрным и цветным металлом одинаково эффективно.
На какие параметры нужно обращать внимание при выборе?
Подбор аллигаторного оборудования начинается с анализа объёмов и характера перерабатываемого металлолома. Ошибка на этом этапе оборачивается либо нехваткой мощности, либо переплатой за избыточные возможности. Ниже приведена таблица с ключевыми параметрами, на которые стоит ориентироваться при сравнении моделей.
| Параметр | Диапазон значений | На что влияет |
|---|---|---|
| Усилие реза, кН | 400-6000 | Максимальное сечение разрезаемой заготовки |
| Длина ножа, мм | 400-1800 | Ширина единовременного реза, размер заготовки |
| Частота резов, р/мин | 4-12 | Производительность: чем выше, тем больше тонн за смену |
| Мощность двигателя, кВт | 5,5-74 | Энергопотребление и стоимость эксплуатации |
| Масса агрегата, кг | 800-15 000 | Требования к основанию и транспортировке |
| Раскрытие зева, мм | 200-600 | Габарит загружаемой заготовки по высоте |
Помимо табличных характеристик, имеет смысл уточнить у поставщика наличие сервисной поддержки в вашем регионе, стоимость комплекта сменных ножей и возможность дооснащения — например, функцией рельсолома. Для площадок с небольшим ежедневным потоком лома разумно рассмотреть лёгкие серии PZO AN-6100 с усилием 300 кН: они дешевле, компактнее и потребляют меньше электроэнергии.
Модели серии PZO AN-8160 нового поколения отличаются повышенной скоростью реза и пониженным энергопотреблением — при сопоставимом усилии расход электричества на 15–20 % ниже, чем у предшественников.
Где купить аллигаторные ножницы по выгодной цене?
Рынок предлагает оборудование от российских, китайских и европейских производителей. Отечественные заводы выпускают модели PZO AN-8160, PZO AN-12350, PZO AN-8100, делая ставку на усиленную конструкцию и адаптацию под российские условия эксплуатации.
При выборе поставщика стоит учитывать несколько практических моментов, которые часто упускают из вида:
- Наличие склада запчастей и ножей в России;
- Условия гарантии и постгарантийного обслуживания;
- Опыт пусконаладки и обучение персонала;
- Возможность тестовой резки вашего лома перед покупкой.
Прямые представительства заводов-изготовителей, как правило, предлагают наилучшие условия: фиксированную стоимость, шеф-монтаж на объекте и оперативную поставку расходных материалов. Посредники могут быть полезны, если нужен нестандартный комплект: например, аллигаторные агрегаты вместе с пакетировочным прессом или конвейером. Зачем переплачивать, если можно получить всё от одного поставщика с единой гарантией.
Видеообзоры оборудования
Никакое описание не заменит наглядной демонстрации. На видеохостингах легко найти ролики, в которых показан полный цикл работы аллигаторных агрегатов — от загрузки заготовки до получения мерных кусков.
Аллигаторные агрегаты остаются одним из самых практичных решений для холодной резки длинномерного металлолома в направлении оборудования по переработке металла. Гидравлические версии постепенно вытесняют устаревшую механику благодаря большему усилию, плавности хода и лучшей защите оператора. При грамотном подборе по усилию реза и длине ножа оборудование окупается в первые месяцы эксплуатации за счёт экономии на газовой резке и сокращения штата. Главное — учесть реальные объёмы переработки, сечение поступающего лома и доступность сервиса в вашем регионе.